Термические процессы
Металлообработка
Металлургия
3D-печать
Композиты
Термические процессы
Металлообработка
Металлургия
3D-печать
Композиты
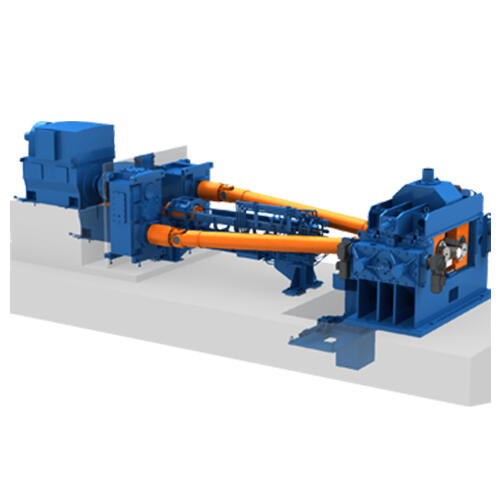
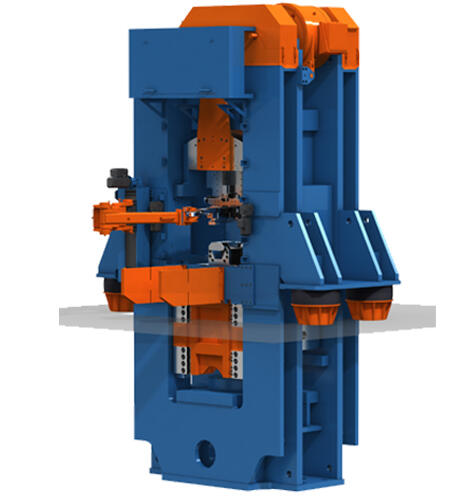
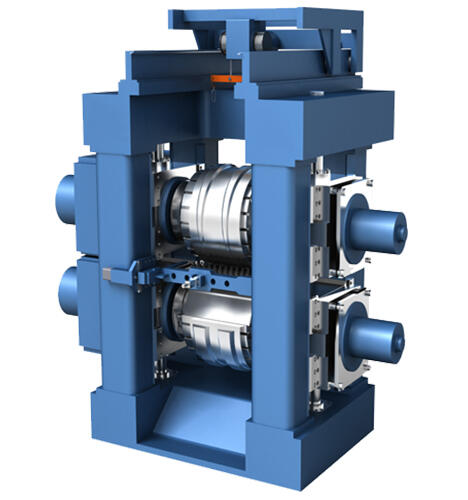
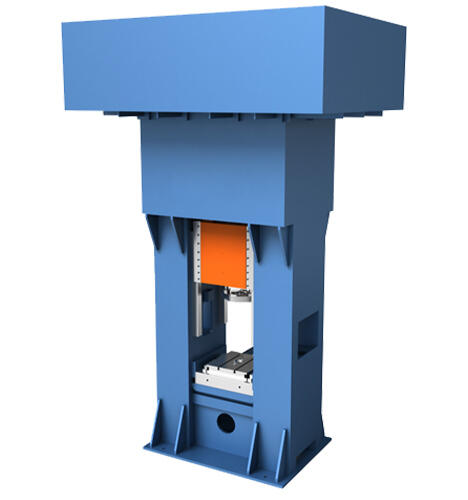
Производится предварительное формование для бесшовных труб. Исходя из круглого материала, сначала производится штамповка обратным выдавливанием на гидравлическом прессе. Предварительно отформованная заготовка нанизывается горизонтально на стержень вытяжных вальцев. В последующем процессе формовки толщина стенок заготовки трубы постепенно уменьшается с помощью нескольких активных роликов.
Диапазон мощности: