Термические процессы
Металлообработка
Металлургия
3D-печать
Композиты
Термические процессы
Металлообработка
Металлургия
3D-печать
Композиты
Это наиболее значимый сегмент аддитивных технологий. Все-таки наш мир – мир металла. Мы не будем приводить подробную классификацию существующих методов 3D-печати изделий из металла. В сети существуют отлично сделанные, подробно систематизированные таблицы. Их не сложно найти.
Мы сосредоточимся на прикладных вопросах:
- зачем это вообще нужно? (здесь и далее – контекстные ссылки на соответствующие части статьи)
- как выбрать необходимый принтер?
- как построить полноценное аддитивное производство и получить от него реальные конкурентные преимущества?
- какие «подводные камни» ждут Вас на этом пути?
- зачем Вам мы, если тот же интернет заполнен рекламой непосредственно производителей 3D-принтеров и их представителей?
Итак, зачем это вообще нужно?
Потому что можно, и чтобы не отстать от времени? К сожалению, именно так думают руководители многих предприятий, давая своим техническим службам команду купить принтер. Это приводит к тому, что все юбиляры предприятия получают подарки действительно нового уровня сложности!
Но повод ли это тратить средства предприятия?
Вероятнее всего, нет!
Другим распространенным мотивом является: «купить принтер для того, чтобы выбросить несколько промежуточных техпроцессов при производстве продукции».
Уже лучше, но не рационально.
Дело в том, что аддитивное производство позволяет проектировать изделия таких форм, которые ранее были невозможны, а также применять новые инновационные материалы. Пример – применение 3D-печати в гидравлике позволило создать просто невероятные изделия!
Появилась возможность печатать 1 сборную деталь, ранее состоящую из множества механически соединенных компонентов. В некоторых турбовинтовых авиадвигателях было - 855 деталей, а стало -12! Применение в локомотивах ж/д транспорта: было2000 деталей, стало -1!
Это приводит к тому, что детали становятся легче, прочнее и надежнее. Например, применение 3D-печати в авиадвигателях привело к существенному снижению веса двигателя, и в итоге – к существенному росту КПД.
Однако это очевидно приводит к тому, что деталь необходимо проектировать и оптимизировать для аддитивного производства!
Следующий вопрос: как выбрать необходимый принтер?
Какие они вообще бывают?
Еще раз – в интернете есть подробные классификации.
Мы выделим основные группы:
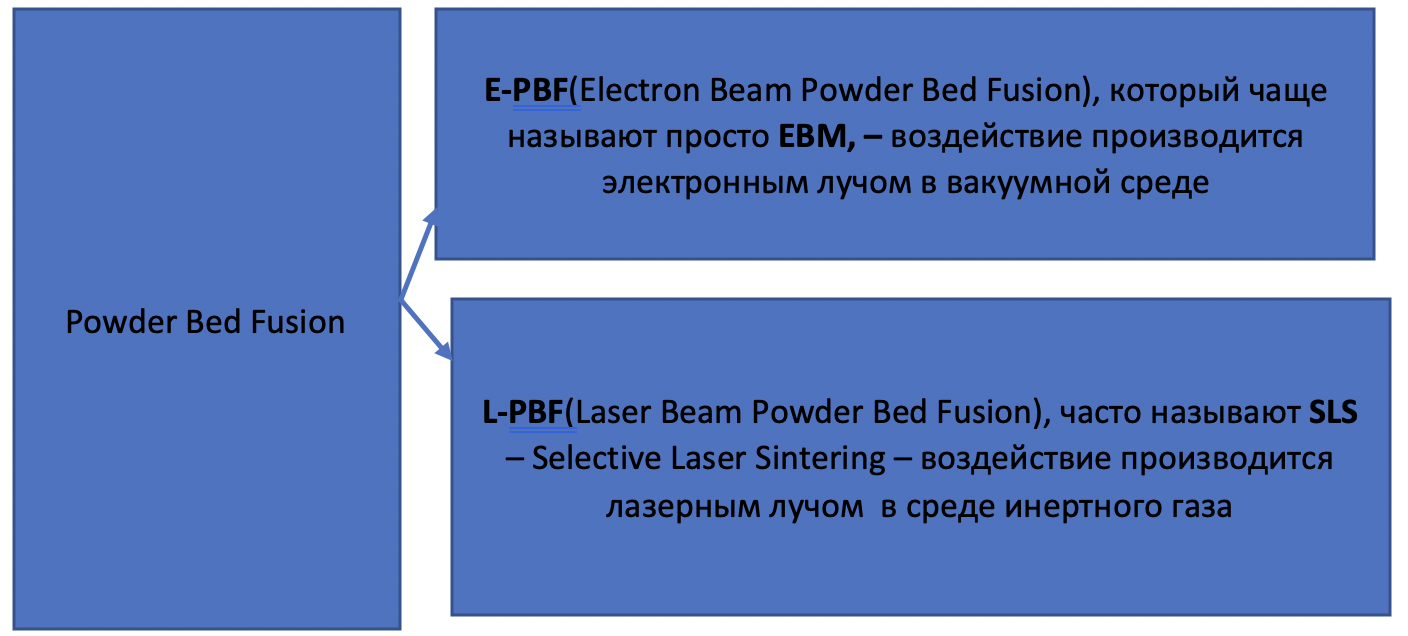
L-PBF:
- + построение деталей значительных габаритов
- + высокая точность изготовления
- - высокие требования к термическим постпроцессам
- - при высоких требованиях к структуре изделия обязательно применение
- - изотермического обжатия
- - высокий расход порошка
- - одноуровневое построение
- - низкая скорость построения (уже появились 5-лазерные решения, а также очень оригинальные решения увеличивающие скорость построения в разы)
- - трудно отделяемые поддержки
E-PBF:
- + отличная структура изделия без внутренних дефектов и в связи с этим – необязательность изотермического обжатия
- + низкие требования к термическим постпроцессам
- + рациональный расход порошка
- + высокая химическая чистота изделия
- + возможность многоуровневого построения изделий
- + легко отделяемые поддержки
- - габариты построения
- - меньшая точность в сравнении с L-PBF
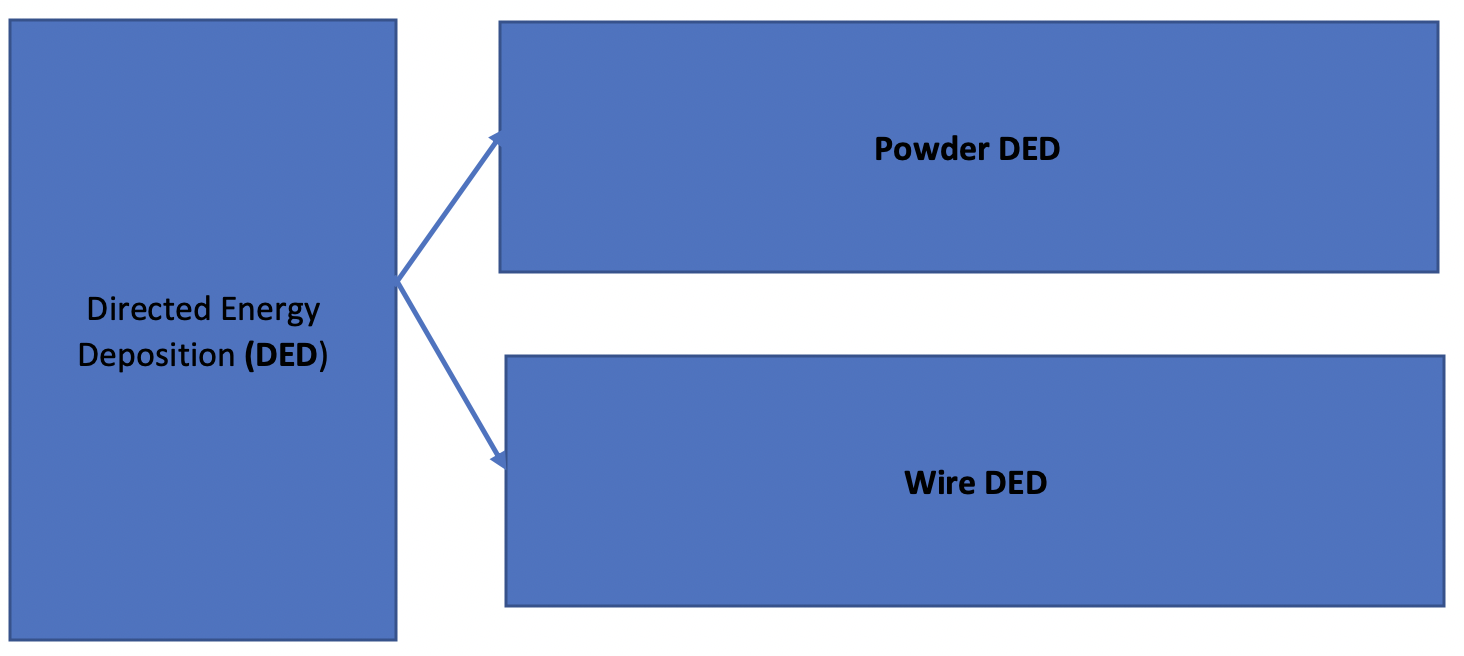
Powder DED и Wire DED отличаются подачей порошка (Powder DED) или проволоки (Wire DED) в зону построения. Собственно построение может осуществляться лазером, электронным лучом или плазмой – широко применяется для ремонтных технологий, изготовления рабочих прототипов и изделий с некритичной внутренней структурой материала. Характеризуются высокой скоростью.

Binder Jet- этот метод применяется не только для металла, но и для керамики, однако наибольшее значение он имеет именно для производства металлических изделий. Этот метод обладает главным свойством – высокая производительность. Здесь речь идет уже о массовом производстве.
Происходит соединение частиц металла специальным составом с последующим термически воздействием которое приводит к спеканию частиц металла и выжиганию связующего состава.
Lamination – это уникальная технология которая позволяет соединять листы различных материалов
Additive chemical– это нанесения холодного газодинамического распыления частиц титанового сплава на основу.
Исходя из этого, несложно сделать выбор оптимального устройства!
Но так ли все просто ? Достаточно ли этого?
Очевидно, что нет!
Тогда мы должны ответить на вопрос:
Как построить полноценное аддитивное производство и получить от него реальные конкурентные преимущества?
Как мы уже сказали ранее, для того, чтобы получить реальное преимущество, необходимо:
Спроектировать деталь для аддитивного производства
С учетом послойного изготовления.
Для этого необходим специальный софт.
Оптимизировать деталь
Т.е. добиться ее минимизации (прежде всего по весу и габаритам)
Это инжиниринг, для выполнения которого также необходимы программные продукты и навыки.
Подобрать оптимальный материал
Необходимо понимать, что каждый метод печати работает с определенными материалами.
Создать параметры построения
Параметры, в отличии от программы ЧПУ в металлообработке, - это не только управление лучом, но и температурными параметрами, и здесь уже необходимо разрабатывать значения для каждого материала.
Произвести печать изделия
Очистить изделие
Выполнить механические, термические постпроцессы и , по возможности – изотермическое обжатие
Произвести контроль структуры и геометрических размеров изделия
Произвести мониторинг и рециклинг порошка.
Этот несложный алгоритм позволит Вам получить изделие которое вы бы не смогли произвести традиционными способами «снятия стружки», а значит Вы получили серьезное конкурентное преимущество.
Но так ли все просто?
Какие «подводные камни» ждут Вас на этом пути?
И зачем Вам мы, если тот же интернет заполнен рекламой непосредственно производителей 3D-принтеров и их представителей?
Мы рассмотрим эти вопросы, прежде всего для E-PBF и L-PBF процессов.
Естественно, поставщик принтера сообщит Вам, что решит «все вопросы, организует все постпроцессы, и поставит материал».
Что выходит по факту?
Поставщик чаще всего заинтересован продать вам принтер и все сопутствующее оборудование, сделать Вас абсолютно зависимым от него, чтобы регулярно получать от Вас деньги.
Софт для конструктора - практически никогда не входит в комплект поставки принтера – Мы поможем Вам подобрать оптимальный.
Поставщик поставляет порошок того производителя, с которым он в данный момент имеет оптимальный контракт.
Многие компании перепаковывают порошки известных производителей и продают их в 2 раза дороже, утверждая, что провели «тщательный анализ» и гарантируют, что этот «порошок оптимален»! Но…. Если Вы покупаете порошок у известного мирового производителя, такой мониторинг просто не нужен!
И в то же время, для работы Вам в любом случае необходимы оборудование, а также программное обеспечение для мониторинга порошка и его рециклинга. И это не стоит космических денег.
Мы поможем Вам приобрести оборудования для мониторинга и рециклинга порошка, организовать его менеджмент, и наладить поставки оптимального порошка для Ваших задач.
Именно оптимального, так как для разных задач можно использовать порошки, произведенные разными методами.
Более того, если Вам разово, или на постоянной основе необходим R&D процесс разработки нового материала, – мы поможем Вам организовать эту работу, приобрести необходимое оборудование, наладить сотрудничество с мировыми научными центрами.
Горячее изостатическое прессование для аддитивного производства - улучшение свойств материала
Параметры – если при покупке оборудования Вы не обучите свой персонал разработке параметров для новых материалов, вы будете платить каждый раз!
Смена материала – особенно в L-PBF, это сложный, дорогостоящий, а часто вообще невозможный процесс! Это необходимо принимать в расчет при покупке принтера и планировании техпроцесса.
Изотермическое обжатие – Вы должны понимать: необходимо оно Вам или нет, и если «да», то где Вы будете это делать, и каковы параметры обжатия? Вы должны получить их у поставщика, а также научиться их формировать самостоятельно.
Мы обеспечим полное соблюдение Ваших интересов при заключении контракта.
Термические процессы – важнейший этап. Подбор режимов – мы готовы это сделать.
Томографический послойный контроль – мы поможем Вам выбрать оптимальное оборудование и организовать этот процесс.
Механические постпроцессы - мы поможем Вам выбрать оптимальное оборудование и организовать этот процесс.
Именно в решении этого комплекса задач сосредоточены компетенции нашей компании!
Мы поможем Вам решить как отдельные задачи, так и построить современное конкурентное аддитивное производство «под ключ»!