Термічні процеси
Металообробка
Металургія
3D-печать
Композити
Термічні процеси
Металообробка
Металургія
3D-печать
Композити
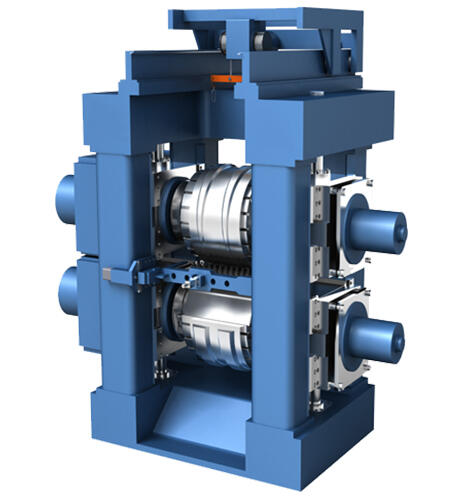
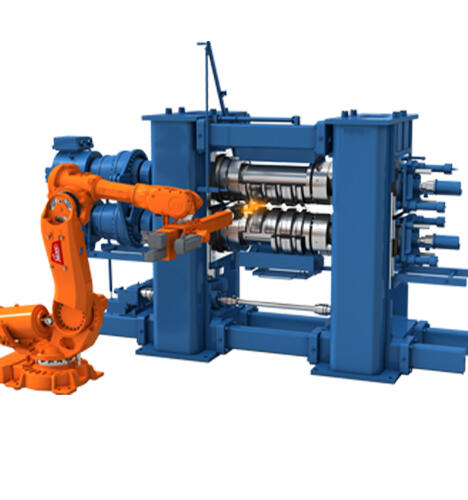
Проводиться попереднє формування для безшовних труб. Виходячи з круглого матеріалу, спочатку проводиться штампування зворотним видавлюванням на гідравлічному пресі. Попередньо відформована заготівка нанизується горизонтально на стрижень витяжних вальців. В подальшому процесі формування товщина стінок заготовки труби поступово зменшується з допомогою кількох активних роликів.
Діапазон потужності: